
Capital requirements for an edge banding machine in Kenya range from KES 800,000 for standard workshop units to KES 4,500,000 for heavy-duty industrial platforms.

Upgrading to automated edge processing eliminates manual trimming bottlenecks. This technology guarantees a uniform bond line and reduces panel rework rates for mid-to-large-scale furniture manufacturers.
Engineers and production managers often evaluate these machines based on their ability to maintain finish consistency during multi-shift operations.
| Machine Class | Model Example | Operating Speed | Target Factory Setup | Estimated ROI Timeline |
|---|---|---|---|---|
| Entry-Level | AOE-306DB | 12-16 m/min | Custom Joinery / Small Workshops | 12-14 Months |
| Mid-Range | AOE-450 Series | 20-24 m/min | Commercial Fit-Out Contractors | 14-18 Months |
| Industrial Line | NB870M Series | Up to 45 m/min | Mass Modular Furniture Production | 18-24 Months |
Engineering Features of Modern Automatic Edge Banding Machinery
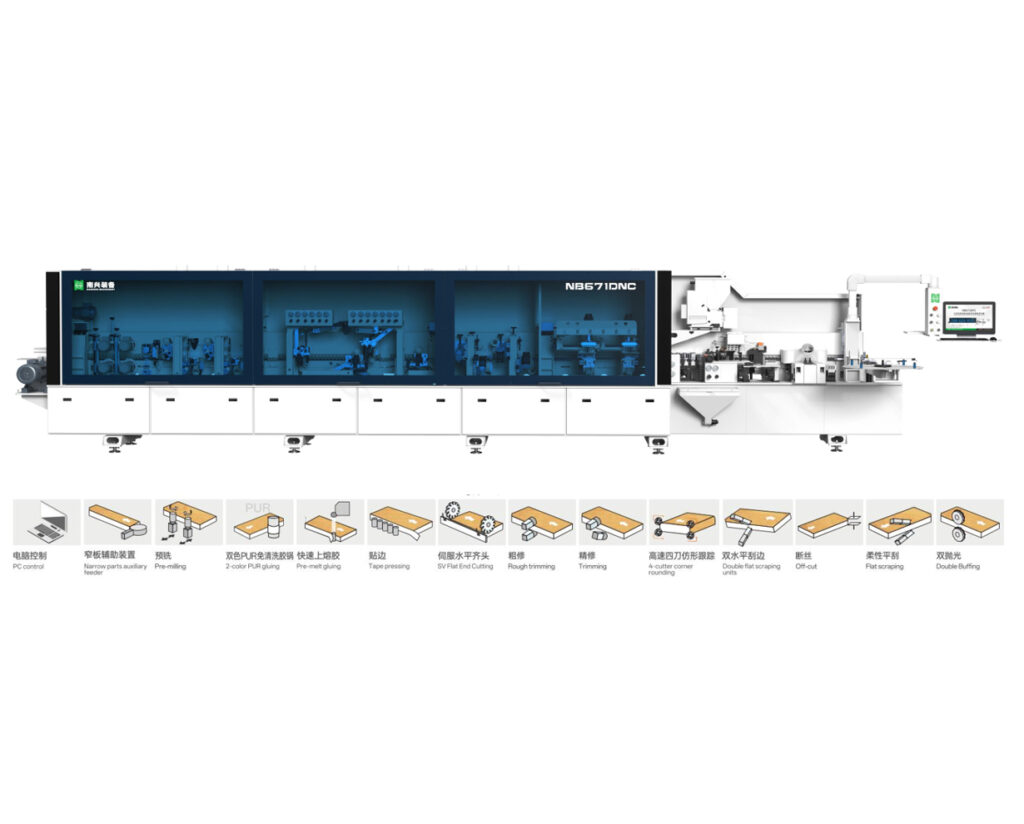
Modern automatic edge banders execute multiple operations in a single pass to transition raw MDF or particleboard into finished panels.
Key specifications include the glue application mechanics, pre-milling capacity, and the precision of the end-trimming saws.
Specifying high-frequency motors ensures cleaner cuts on ABS and PVC tapes. These motors prevent chip-outs that compromise structural integrity in humid East African environments.
Using high-quality industrial saw blades and trimmers ensures that the finish remains consistent over thousands of linear metres.
Automation Levels and Operational Efficiency in Panel Processing
PLC touch screens and pneumatic adjustments remove the guesswork from edge banding calibration.
Operators select the tape thickness on the interface. The machine automatically adjusts the pressure rollers and scrapers to match the input.
This direct input method eliminates lengthy manual tool changeovers between different board batches. High levels of automation provide a predictable output that is essential for complex projects involving a CNC nesting router for precision cutting.
Production Throughput and High-Speed Processing Capabilities
Automation intensity correlates with throughput gains on the factory floor. Entry-level machines like the AOE-306DB are cost-effective for small shops. The NB870M series provides 45m/min speeds suitable for mass production.
These high-speed systems maintain uniform glue application and optimal pressure even during continuous shift work. This performance level fundamentally alters the production capacity of a standard furniture workshop.
Labour Cost Reduction through Automated Finishing Solutions
Automated edge solutions reduce the reliance on intensive manual labour and limit human error during the finishing phase.
Production managers reallocate skilled workers from tedious hand-trimming to high-value tasks such as operating a panel saw in Kenya or performing final assembly.
This tactical shift optimises overall workshop labour utilisation and stabilises output costs across the entire manufacturing cycle.
Investment Analysis and Return on Yield for Edge Banding Equipment
Calculating the return on investment requires auditing current material waste, labour expenditure, and daily output volumes. Factory owners must balance the initial capital outlay against the projected drop in panel reject rates.
A precisely specified machine often pays for itself within 14 to 18 months in a high-volume commercial fitting enterprise. Many firms find that industrial design software integration helps in predicting exact material usage and improving ROI accuracy.
Technical Support and Spare Parts Infrastructure in Kenya
Purchasing industrial machinery demands an evaluation of local after-sales infrastructure. AOE engineers calibrate each installation to mitigate local shopfloor voltage variability and high ambient dust levels.
Access to consumable parts like buffing wheels, glue application rollers, and trimming blades prevents production halts. Reliable technical support ensures that a furniture drilling machine or edge bander maintains its factory specifications for years.
Factory Integration and Future Scaling for Furniture Production
Workshop engineers plan for phased factory expansion when procuring primary edge banders. Advanced models feature barcode scanning compatibility and software interfaces that connect natively with existing factory ERP systems.
Upgrading to network-ready machinery enables precise production tracking. It also allows for the accurate calculation of tape and adhesive consumption per shift.
This data is vital for tracking manufacturing trends in Kenya and maintaining a competitive edge.
Supplier Credibility and Machinery Financing in East Africa
Kenyan manufacturing hubs require robust machinery capable of handling fluctuating grid power alongside demanding operational schedules. Partnering with established suppliers guarantees access to warranties and comprehensive technical documentation.
Asset financing through local commercial banks allows factory owners to acquire industrial-grade banders without depleting operational cash flow.
You can schedule a machinery consultation in Kenya to evaluate the best financing and equipment options for your site.
Advanced Pre-Milling and Corner Rounding for High-End Finishes
Advanced pre-milling stations utilise diamond tooling to correct panel edge imperfections prior to glue application. This process removes micro-fractures caused by standard saws and ensures a perfectly square edge for the tape.
Corner rounding units automatically profile the leading and trailing edges. This feature delivers a premium commercial finish that commands higher retail margins in the local furniture market.
Technical Performance Metrics for Industrial Edge Banders

Evaluating core technical metrics prevents the mistake of under-specifying machinery for a specific production load.
Engineers must match the mechanical capabilities of the machine to the factory board materials and required daily meterage. This technical alignment ensures that AOE equipment operates at peak efficiency.
Material Compatibility and Dimensional Tolerances
Standard machines process edge tapes ranging from 0.4mm to 3mm. This range covers everything from thin melamine strips to heavy impact-resistant PVC.
Industrial banders also accommodate diverse panel thicknesses, typically operating between 10mm and 60mm. Verifying these dimensional tolerances guarantees the machine can handle custom architectural joinery alongside standard modular cabinets.
Conveyor Feeding Speeds and Daily Output Capacity
Conveyor feeding speeds dictate the maximum daily linear output of the entire edge banding cell. Basic units running at 12m/min handle bespoke, low-volume commercial orders effectively.
High-capacity configurations exceeding 24m/min are necessary for continuous line manufacturing and large-scale contract furniture production. These speeds must remain constant to ensure even glue distribution.
Site Preparation and Electrical Energy Efficiency
Installing an automated line requires adequate factory floor space and clear staging areas for loading bulky panels. Three-phase 415V power is mandatory for heating the glue pot and driving multiple high-frequency trimming motors.
Modern PLC controls optimise heating cycles. The system automatically drops the glue pot temperature during idle periods to conserve energy and prevent adhesive carbonisation.
Proper power management is a cornerstone of sustainable manufacturing at AOE.
Selecting the Correct Edge Banding Solution for Factory Operations
Implementing an automatic edge banding solution creates a definitive change in factory output quality and processing speed. Engineers must prioritise models matching their exact daily volume while securing local maintenance support.
Correct specification guarantees sustained profitability and reduces panel wastage. This investment ensures long-term production stability across all furniture manufacturing operations.