
Upgrading to a high speed edge bander directly increases daily factory output by propelling feed rates from standard 12m/min benchmarks up to 45m/min. Achieving this peak throughput in high-volume cabinet production requires workshop managers to install motorised return conveyor systems.

These systems ensure operators maintain pace without physical exhaustion or safety risks associated with manual handling at high velocities.
| Performance Metric | Standard Industrial Bander | NB870M High-Speed System |
|---|---|---|
| Feed Speed Range | 12 – 18 m/min | 26 – 45 m/min |
| Panel Throughput (8hr Shift) | ~300 Panels | ~950+ Panels |
| Labour Configuration | 2 Operators (Feed/Stack) | 1 Operator (with Return Loop) |
| Adhesive Compatibility | EVA Hotmelt | EVA and PUR Options |
| Estimated ROI Timeline | 18 – 24 Months | 8 – 12 Months |
Technical Configurations of Industrial Edge Banding Machines
Modern edge banding machine units feature multi-zone pneumatic pressure rollers and precision pre-milling stations. These stations eliminate panel chipping prior to glue application. Advanced models utilise dual-motor end trimming and corner rounding units to guarantee uniform flush cuts.
This automation reduces manual filing work for finishing teams significantly. Upgrading to a PUR-compatible glue pot allows factories to produce moisture-resistant cabinetry highly suited for humid coastal regions across East Africa.
Operational Productivity Gains Through High Speed Automation
Transitioning from manual feed machines to automated lines alters production schedules and lowers unit processing costs. Plant managers observe a measurable reduction in bottlenecking at the assembly stage.
Edge banding throughput aligns with the rapid output of a CNC nesting router to create a balanced production flow. This synchronisation allows medium-sized facilities to execute large-scale commercial fit-out contracts without relying on costly overtime shifts.
Material Flow Optimisation and Return Conveyor System Integration
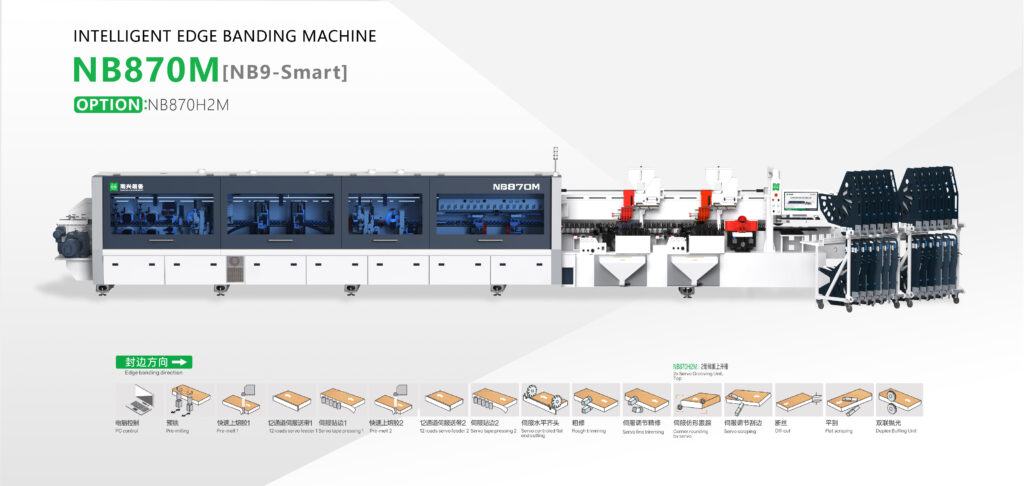
The Nanxing edge bander NB870M triples output compared to entry-level models but demands a motorised return conveyor system. Mechanised panel returns automatically loop the finished workpiece back to the singular loading station.
This specific material handling configuration cuts labour requirements in half. It also protects fragile panel edges from handling damage common in manual stacking environments. Operators can request demo sessions to see how these automated loops maintain consistent cycle times.
Investment Analysis and Energy Efficiency for East African Manufacturers
East African factories face high kilowatt-hour costs and unstable grids. Energy-efficient servo motors and standby temperature modes are critical for controlling daily operational overheads. Capital expenditure on high-speed equipment delivers a rapid return on investment by decreasing panel rejection rates.
Higher precision reduces the need for secondary manual finishing which often leads to inconsistent product quality. Managers can integrate these machines alongside a furniture panel saw to ensure the entire cutting and edging department operates at peak efficiency.
After Sales Support and Technical Training in the Kenyan Market
Frequent power grid voltage drops necessitate robust electrical components and phase-protection relays to prevent motherboard damage. AOE technicians calibrate every installation to manage local shopfloor conditions.
They ensure precise edge tracking despite ambient temperature shifts or high dust levels. Structured local training ensures your production engineers can execute minor calibrations. Access to high-quality KWS tooling ensures that trimming knives and saw blades maintain sharpness over extended production runs.
Adaptability for Diverse Materials in Mass Production Environments
High-volume continuous manufacturing demands rapid changeovers between 0.4mm melamine tape and 3mm PVC or acrylic edges. Servo-controlled positioning axes allow operators to adjust edge thickness directly via the digital control interface.
This programmable automation eliminates mechanical downtime during batch shifts. The system accommodates diverse client orders within a single production day without manual tool resetting.
Operator Ergonomics and Control Interface Automation

Touchscreen PLC interfaces centralise machine diagnostics. Operators monitor glue temperature, track speed, and pneumatic pressure instantly from a single station. Reducing manual intervention during the feed processes mitigates operator fatigue.
Automated track lubrication and self-cleaning glue rollers remove hazardous maintenance tasks from the operator’s daily checklist. This focus on ergonomics ensures long-term staff retention in demanding industrial environments.
Installation Protocols and Preventative Maintenance Schedules
Structured commissioning ensures immediate production readiness and limits the risk of early mechanical failure.
Facility managers must prepare the factory floor according to strict pneumatic and electrical tolerances prior to delivery. AOE provides detailed site readiness checklists to ensure the infrastructure supports high-speed operations.
Pre-Installation Site Requirements
Industrial edge banders require dedicated 3-phase power supplies and stable compressed air lines maintaining a consistent minimum of 6 bar pressure.
Dust extraction systems must deliver sufficient negative pressure to clear PVC shavings rapidly from the scraping stations. Failure to manage extraction volumes leads to mechanical fouling and compromised edge finishes.
Preventative Maintenance Procedures
Maintenance engineers must establish weekly schedules for inspecting track chains and purging glue pots to prevent hardened carbon buildup.
Calibrating scraping knives and replacing worn buffing wheels prevents edge discoloration on light-coloured laminates. Routine tension checks on the feed belt guarantee panels do not slip during high-speed transit at 45 metres per minute.
Troubleshooting Industrial Edge Banding Issues
Weak edge adhesion typically signals incorrect glue roller temperatures or inadequate ambient factory heating. Technicians must isolate pneumatic leaks immediately when trimming stations fail to retract to prevent severe panel gouging.
Snipe at the leading or trailing edges indicates misaligned pressure rollers requiring immediate mechanical realignment by a trained engineer.
AOE Technical Verdict on Strategic Automation Investment
Upgrading to a 45m/min edge banding line transforms factory economics by eliminating the most common workflow bottleneck in panel furniture production.
AOE advises strict pairing of these high-speed machines with automated return conveyors to capture the 300% throughput increase. Facilities processing over 500 panels daily will secure their profit margins against rising labour costs through this strategic automation investment.